01.12.2022 р. група № 117 Обладнання та технологія зварювальних робіт
Урок № 131-132
Тема уроку: Технологія повітряно-дугового різання
Повітряно-дугове різання – це розплавлення металу у місці різу електричною дугою, що горить між вугільним електродом і металом, з безперервним видаленням рідкого металу струменем стисненого повітря.
Повітряно-дугове різання металів виконують на постійному струмі зворотної полярності, так як при дузі прямої полярності метал нагрівається на порівняно широкій ділянці, внаслідок чого видалення розплавленого металу утруднено. Можливе застосування й змінного струму.
Для повітряно-дугового різання застосовують спеціальні різаки, які діляться на різаки з послідовним розташуванням повітряного струменя і різаки з кільцевим розташуванням повітряного струменя.
У різаках з послідовним розташуванням повітряного струменя щодо електрода стиснене повітря обтікає електрод тільки з одного боку.
Для повітряно-дугового різання застосовують вугільні або графітові електроди. Графітові електроди більш стійкі, ніж вугільні. За формою електроди бувають круглими і пластинчастими.
Повітряно-дугове різання широко використовують для поверхневого різання більшості чорних і кольорових металів, вирізання дефектних ділянок зварних швів, зрізання заклепок, пробивання отворів, відрізання прибутків сталевого литва, виплавки ливарних пороків тощо. Цим способом можна різати різні метали (нержавіючі стали, чавун, латунь і сплави, що важко окислюються) товщиною до 20-25 мм.
Повітряно-дугове різання поділяють на поверхневе стругання і розділове різання.
Стругання є різновидом теплового різання металів. Воно застосовується при обробленні кореня зварного шва для подальшого підварювання, для виправлення дефектних ділянок зварних швів і пороків у виливках, для видалення приварних тимчасових складальних пристосувань і т. п.
Існує кілька способів стругання, з яких найбільш поширеними є газове і повітряно-дугове.
Процес повітряно-дугового стругання заснований на розплавленні металу електричною дугою, що горить між вугільним електродом і оброблюваною деталлю. Розплавлений метал видаляється з утвореної канавки струменем стисненого повітря, що спрямовується паралельно електроду.
Режими повітряно-дугового стругання встановлюють залежно від розмірів канавки і діаметра електрода. Для забезпечення стійкого процесу стругання необхідно підтримувати постійними довжину дуги і кут нахилу електрода. Для збільшення глибини канавки кут нахилу електрода збільшують, а для зменшення – зменшують з одночасним збільшенням швидкості стругання. В останні роки усе частіше використовують повітряно-дугове стругання з пластинчастими електродами. Це дозволяє підвищити ефективність і якість видалення тимчасових складальних пристосувань, прихваток і т. п.
Повітряно-дугове розділове різання і стругання має низку переваг перед іншими способами вогневої обробки металів, оскільки більш просте, дешевше і більш продуктивне.
Оброблювана деталь надійно закріплюється і заземляється сталевою шиною перерізом не менше 125 мм2 . Зупинки різака викликають швидке виплавлення металу стислою дугою і виникнення частих коротких замикань. Кут між дротом і поверхнею деталі α повинен витримуватися в межах 40–50°. Під час ручного повітряно-дугового різання різак знаходиться в положенні під кутом 45° до оброблюваного виробу, причому швидкість переміщення різака для отримання рівномірної глибини канавки відносно висока і досягає 0,83 м/хв. Різання виконують «кутом вперед», витримуючи відстань від наконечника до виробу 10–15 мм і не допускаючи торкання наконечником поверхні.


Рис. 2. Повітряно-дугове стругання:
1 - різак; 2 - повітряний струмінь; 3 - електрод; 4 - вирізати канавка; 5 - напрямок строжки

Рис. 3. Повітряно-дугове розділова різання:
1 - різак; 2 - повітряний струмінь; 3 - електрод; 4 - напрямок різання

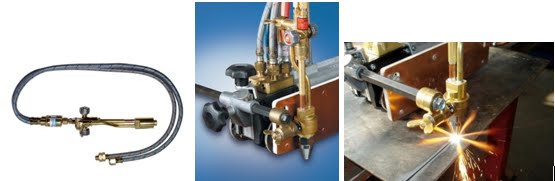
Рис. 4. Повітряно-дугового різак РВД -1.
Встановлено, що найбільш ефективне видалення розплавленого металу досягається при супутньому з напрямом стругання подаванні стисненого повітря. Отже, з метою збільшення ріжучих властивостей дуги, ручне повітряно-дугове різання плавким електродом виконувалось спеціальною приставкою до зварювального напівавтомата, за допомогою якої повітря в зону різання подавалося двома близько розташованими паралельними струменями, які інтенсивно обтискають дугу. Впливи зміни витрати повітря на стійкість дуги і стабільність процесу стругання додатково досліджувалося шляхом осцилографування струму і напруги, аналіз осцилограм струму показує, що при великих витратах повітря горіння дуги супроводжується мікропульсаціями з частотою близько 100 Гц і амплітудою складової 30...50 % середньої величини струму. При менших витратах повітря частота мікропульсацій виражена не чітко, а амплітуда не перевищує 20–25% середньої величини струму. Зі збільшенням витрати повітря відбувається рівномірне збільшення глибини і зменшення ширини канавки. В той же час, покращується чистота дна канавки і ефективність видалення розплавленого металу. Подальше збільшення витрати повітря (понад 50 м3 /год) призводить до нестабільності процесу і коливань ширини канавки. Таким чином, величину витрати повітря необхідно вибирати мінімально можливого за умови відповідності якості стругання необхідним вимогам. Дослідним шляхом було встановлено, що найкраща стабільність процесу і чистота обробки спостерігається при величині S = 8–16 мм. Зменшення цієї відстані призводить до збільшення шорсткості канавки, зниження стійкості дуги і появи натіків в проструганій канавці.
Повітряно-дугове різання полягає в розплавленні металу по лінії різу електричною дугою і примусовому видаленні стисненим повітрям утворюється під дією дуги розплаву.
Повітряно-дугове різання зазвичай використовується для поверхневої обробки (стругання) або в якості розділового різання сталей, алюмінію, міді, титану.
Якість і ефективність повітряно-дугового різання залежать від якості застосовуваних графітових електродів.
Графітові електроди для різання й строжки виготовлені з графіту марки ГЕ, який за способом отримання і фізико-механічними властивостями подібний до матеріалу графітованих електродів для електродугових сталеплавильних печей. Стійкість графіту ГЕ до високої температури при високому тиску зробила його незамінним.
Графітові електроди застосування:
1. Графітові електроди для повітряно-дугового різання, стругання, наплавлення металів. Даний вид продукції широко поширений в чорній металургії. Починаючи від копрових цехів, де електроди розмірами до 40х40х1000 мм використовуються в комплектних електродугових установках КЕДУ для оброблення великого брухту, і закінчуючи цехами фасонного лиття, де електроди використовуються для обрубки літників, видалення прибутків і виплавки дефектів лиття.
2. Графітові електроди для різання металів застосовуються в сталеливарному і чавунно-ливарному виробництві, дозволяють скоротити поверхневі дефекти відливання.
3. Графітові електроди квадратного або прямокутного перетину 10х10х250 мм, 15х15х300 мм, 15х40х350 мм, 20х20х400 мм, 15х25х500 мм і т. д. Застосовуються для різання товстого шару металу.
ДЗ: опрацювати матеріал, виписати основні операції повітряно-дугового різання металу
Урок № 133-134
Тема уроку: Технологія кисневого різання металу
1. Температура спалаху (початку горіння) металу повинна бути нижча температури його плавлення. У цьому випадку метал горить у твердому стані, поверхня гладенька, краї кромок не підправляються, шлак легко видаляється з порожнини різа, форма різа залишається постійною. Технічне залізо горить у кисні при температурі 1050-1360°С залежно від його стану (прокат, порошок та ін.), у той час, як температура плавлення його дорівнює 1539°С.
Не ріжеться алюміній, бо температура його спалаху становить 900°С, а плавлення - 660°С.
2. Температура плавлення оксидів і шлаків повинна бути нижчою температури плавлення металу. В цьому випадку вони стають рідкотекучими і безперешкодно видаляються з різа кисневим струменем. Температура оксидів відповідно дорівнює 1350°С і 1400°С, тобто нижча температури плавлення заліза. Сталі з вмістом вуглецю більше 0,65% мають температуру плавлення нижчу температури плавлення оксидів заліза і різання їх ускладнюється.
Деякі метали утворюють оксиди з високими температурами плавлення, наприклад, оксиди алюмінію — 2050°С, хрому — 2270°С, нікелю — 1985°С, міді — 1230°С. При звичайному окиснювальному різанні вони не можуть бути видалені з різа, тому що закривають місце окиснення від струменю кисню, і різання стає неможливим.
3. Метали повинні мати низьку теплопровідність, щоб не було сильного тепловідводу від місця різання. При різанні міді, алюмінію та їх сплавів практично не вдається зосередити нагрівання їх до температури спалаху по всій товщині листа.
4. Кількість тепла повинна бути достатньою для підтримання безперервного процесу різання.
5. Утворені оксиди повинні бути рідкотекучими.
6. У металі повинна бути обмежена кількість домішок, які перешкоджають різанню.
Властивість металів розрізатися киснем без утворення загартованої ділянки поблизу місця різання називають розрізуваністю.
Шорсткість поверхні сталі полегшує її загоряння. Пухкість матеріалів знижує температуру спалаху. Наприклад, сталевий прокат інтенсивно окиснюється при температурі 1050°С, а залізний порошок починає горіти в кисні при температурі 315°С.
При тиску кисню 25 кгс/см2 і швидкості потоку 180 м/сек температура спалаху низьковуглецевої сталі в кисні знижується до 700-750°С.
Чисте залізо горить у кисні при температурі 1050°С; при вмісті вуглецю 0,7% температура горіння підвищується до 1300°С.
При кисневому різанні поблизу різа утворюється зона термічного впливу, що сприяє утворенню тріщин при охолодженні кромок.
При різанні нержавіючих сталей можлива міжкристалічна корозія, тому кромки цих сталей після різання киснем часто фрезерують на глибину 0,5 - 3 мм при товщині до 100 мм.
Для деяких високолегованих сталей після різання киснем застосовують термічну обробку для відновлення структури металу на кромках. Розрізуваність сталей наведена в табл. 1 та 2.
Табл. 1. Характеристика розрізуваності вуглецевих сталей
Сталь | Характеристика розрізуваності |
Низьковуглецева | Якщо вміст вуглецю до 0,3% — розрізуваність добра |
Середньовуглецева | При збільшенні вмісту вуглецю від 0,3 до 0,7% різання ускладнюється |
Високовуглецева | При вмісті вуглецю від 0,7% до 1% різання ускладнене і необхідний попередній підігрів до 300-700°С. Коли вміст вуглецю більше 1-1,2%, то різання неможливе (без застосування флюсів) |
Вміст вуглецю, % | Розрізуваність сталі | Марка сталі | ||
До 0,3 | Різання в будь-яких умовах без обмежень і без підігріву до і після різання | 15Г, 20Г, 10Г2, 15М, 15НМ та ін. | ||
До 0,5 | У літній час добре без підігріву, в зимовий час ускладнюється необхідністю підігріву до 150°С | ЗОГ, 40Г, 30Г2, 15Х, 20Х, 15ХФ, 10ХФ, 15ХГ, 20М, 12ХНЗА, 20ХНЗА та ін. | ||
До 0,8 | Різання утруднюється здатністю до утворення загартованих тріщин. Необхідний попередній підігрів до 300°С | 50Г-70Г, 35Г2-50Г2, 30Х-50Х та ін. 12ХМ-35ХМ, 40ХН-50ХН, 12Х2Н4А-20Х2Н4А 40ХФА, 5ХНМ, ШХ10, 25ХМФА та ін. | ||
Більше 0,8 | Різання утруднюється здатністю до утворення тріщин після різання. Необхідний попередній підігрів до 300-400°С і уповільнене охолодження після різання | 25ХГС-50ХГС, ЗЗХС-40ХС, 20X3, 35ХЮА, 37ХНЗА, 35Х2МА, 25НВА, 38ХМЮА, 40ХГМ, 45ХНМФА, 50ХГА, 50ХФА, 50ХГФА, ШХ15, ШХ15СГ та ін. | ||
Марганець — при його вмісті до 0,6% сталі ріжуться без ускладнень, але твердість поверхні різа значно підвищується порівняно з твердістю основного металу.
Кремній — коли вміст вуглецю малий, то сталь із наявністю кремнію до 4% добре ріжеться. Коли вміст вуглецю більше 0,2%, задовільно ріжуться сталі з вмістом кремнію до 2,5%.
Хром — добре ріжуться сталі з вмістом вуглецю до 0,7% і до 1,5% хрому; якщо вміст вуглецю у сталі до 0,4% і хрому до 5% необхідний попередній підігрів. Коли вміст хрому більше 6% сталь не ріжеться.
Нікель — при вмісті вуглецю до 0,5%, задовільно ріжуться сталі, до складу яких входить до 35% нікелю без значних добавок інших елементів.
Вольфрам — якщо вміст вуглецю до 0,7% і вольфраму до 10%, сталь ріжеться без труднощів. Коли вміст вольфраму — 10-15%, різати можна тільки з попереднім підігрівом.
Молібден — вміст молібдену до 2% не впливає на процес різання. Якщо вміст молібдену більше 3,5%, ріжуться тільки сталі з вмістом вуглецю не більше 0,3%.
Мідь — вміст міді до 0,7% на процес різання не впливає.
Алюміній — вміст алюмінію до 0,5% на процес різання не впливає. Коли вміст більший, то погіршується різання. Якщо вміст алюмінію більше 10%, сталь не ріжеться.
Сірка і фосфор — якщо загальний вміст цих елементів доходить до 0,1%, то вони на процес різання не впливають.
Завдання
Завдання
Потужність полум'я залежить від товщини металу, складу і стану сталі (прокат або поковка). При ручному різанні, через нерівномірність переміщення різака, потужність полум'я слід збільшувати в 1,2-2 рази порівняно з машинним різанням. При різанні литих заготовок треба підвищувати потужність полум'я в 3-4 рази, тому що поверхня відливок покрита піском і пригаром.Для різання сталі товщиною до 300 мм застосовують нормальне полум'я, а при різанні металу товщиною більше 400 мм доцільно використовувати підігрівне полум'я з надлишком ацетилену для збільшення довжини факела і підігрівання нижньої частини розрізу.
Товщина металу, мм | 5-20 | 20-40 | 40-60 | 60-100 |
Тиск кисню, кгс/см | 3-4 | 4-5 | 5-6 | 7-9 |
Швидкість різання повинна відповідати швидкості окиснення металу по товщині листа. Правильність вибору швидкості різання можна виявити за такими ознаками:
· при малій швидкості верхні кромки металу оплавлюються і розплавлені шлаки (оксиди) витікають з розрізу у вигляді іскор у напрямку різання (рис. 1, а);
· при великій швидкості іскри вилітають в сторону, протилежну напрямку різання. Можливе не прорізання металу (рис. 1, в);
· при оптимальній швидкості різання потік іскор і шлаку із зворотної сторони листа відносно спокійний і направлений майже паралельно до кисневого струменя (рис. 1, б).

Рис.1. Характер викидів іскр і шлаків при різанні:
а — мала швидкість; б— оптимальна; в — велика
Встановлено, що зменшення чистоти кисню на 1% знижує швидкість різання в середньому на 20%. На швидкість різання також впливає ступінь механізації процесу, форма лінії різа, якість поверхні (чистова, чорнова).
Машинне кисневе різання забезпечує підвищення продуктивності праці, економію металу, покращення якості поверхні різа. Порівняно з ручним виключає операції розмічання, зменшує припуски, виключає необхідність наступної обробки кромок, допускає одночасне різання декількома різаками.
Машини для кисневого різання поділяють на два основних типи: стаціонарні та переносні.
Стаціонарні машини поділяються:
— за конструктивним виконанням — на портальні (П), які розташовуються безпосередньо над заготовкою; портально-консольні (Пк), коли над заготовкою розміщується тільки консоль, і шарнірні (Ш);
— за способом різання — на кисневі (К), киснево-флюсові (Кф), плазмо-дугові (Пл), газолазерні (Гл);
— за способом руху або системою контурного керування — на лінійні (Л) для прямолінійного різання; з числовим програмним керуванням (Ц) для фігурного різання, магнітні (М) по сталевому копіру для фігурного різання; фотокопі-рувальні (Ф) по кресленні для фігурного різання;
— за технологічним призначенням — для точного (Т) вирізання деталей, для розкрою (Р), універсальні (У), для фігурного вирізання малогабаритних деталей (М).
Переносні машини поділяються:
— за способом різання — на кисневі (К), плазмо-дугові (Пл);
— за способом руху або системою контурного керування — за розміткою (Р), за циркулем (Ц), за направляючими (Н), за гнучким копіром (Г).
Кожна машина складається з несучої частини, різака, пульта керування, ведучого механізму.
Основним робочим інструментом машини є газовий різак. Машинні різаки відрізняються від ручних тим, що в них немає рукоятки і кріпляться вони безпосередньо до корпусу машини.
Використовують такі основні типи машинних різаків: інжекторні, рівного тиску, внутрішньосоплові.
Машинні різаки складаються з корпусу із запірними вентилями, ствола різака, який закріплюється безпосередньо в супорті машини і головки з мундштуками.
Машинні різаки складаються з корпусу із запірними вентилями, ствола різака, який закріплюється безпосередньо в супорті машини і головки з мундштуками.
Товщина різу: 5 - 100 мм.
Товщина різу до 300 мм досягається при додатковій комплектації:
- мундштуками зовнішніми;
 - мундштуками внутрішніми;
- мундштуками внутрішніми;- пристроями змішувачами (інжекторами).
Кількість вентилів - 3 (КР - кисню ріжучого; КП - кисню підігріваючого; ГГ - горючого газу)
Кількість приєднувальних штуцерів - 2
Горючий газ: ацетилен (А), пропан-бутан (П), метан (М)
Діаметр різьблення приєднувальних штуцерів:
- кисень - M16x1,5
- горючий газ - M16x1,5LH
Вага різака, кг - 1,02
Газовий різак РМ-3 «Донмет» 357 – для газорізальних машин типу Веселка, Орбіта, Мікрон, АСШ.
Товщина різу: 3 - 300 мм
 Вживаний горючий газ: природний газ (метан), пропан-бутан.
Вживаний горючий газ: природний газ (метан), пропан-бутан.Кількість вентилів - 3 (КР - кисню ріжучого; КП - кисню підігріваючого; ГГ - горючого газу)
Рейка m = 1, z = 36
Діаметр різьблення приєднувальних штуцерів:
- кисень ріжучий 3/8" M14x1,5
- кисень ріжучий 1/4" M14x1,5
- горючий газ 3/8"L M14x1.5LH
Різьблення в голівці різака: М22х1,5
Гніздо для мундштука: кут конуса 30°
Умовний прохід гумово-тканевого рукава в мм - 9/9/9 або 6/6/6
Різак газовий машинний QUICKY (інжекторний)
Кисневі інжекторні різаки QUICKY (тм «MESSER Cutting Systems») - високоякісні універсальні газові різаки, які застосовуються на переносних (портативних) машинах термічного різання QUICKY® і QUICKY-E® для якісної механізованої різання металу товщиною до 100 мм.
Малі габарити дозволяють працювати декільком різаків в безпосередній близькості один від одного при машинного кисневого різання конструкційної сталі.
Різаки інжекторні для машинної різання QUICKY надійні в експлуатації завдяки вбудованим запобіжних клапанів і конструктивно гранично стійкі до зворотних ударів полум'я.
Налагоджена конструкція, відповідальний підхід в проектуванні і виготовленні технологічно важливих вузлів, а також високу якість обробки ретельно підібраних матеріалів забезпечують тривалий безаварійний термін служби інжекторних різаків QUICKY.
Різаки QUICKY з кільцевими/щілинними соплами поставляються з шлангами для підключення горючого газу і кисню, які мають накидні гайки з дюймовими різьбами:
· G3 \ 8RH "- кисню;
· G3 \ 8LH "- горючого газу
Важливі переваги різака QUICKY:
· підвищені термостійкість і термін служби газових сопел;
· малі габарити і вага;
· газопідвідні шланги - в комплекті;
· мінімальна відстань при використанні декількох ризиків;
· простота конструкції і експлуатації;
· низькі експлуатаційні витрати
Різаки підвищеної надійності «НОРД-100» призначені для точної безгратовой газово-кисневого різання сталей товщиною до 300 мм.

Різаки «НОРД-100» мають більш високі технічні та експлуатаційні показники в порівнянні зі світовими аналогами: економічна витрата споживаних газів, висока швидкість різання, стійкість до зворотних ударів, мала ширина різа.
Спроектований за принципом внутрішньосопловим змішуванням газів, що має конфігурацію каналу ріжучого кисню у вигляді сопла Лаваля, різак "НОРД-100" забезпечує надзвукове витікання ріжучої струменя, що дозволяє здійснювати різання по 1-му класу точності (ГОСТ 14792-80).
В якості горючого газу використовується пропан, ацетилен, природний газ.
Різак пропановий машинний РМ-2П
Різак пропановий машинний РМ-2П призначений для машинного пропано-кисневого розділового різання.
Різак пропановий машинний РМ-2П встановлюється на газорізальних машинах типу Вогник, Гугарк, Орбіта.
Товщина розрізуваної сталі - до 100 мм
Горючий газ - пропан (П)
Довжина різака - 340 мм
Кількість ніпелів (штуцерів) - 2 (кисень - 9 мм / горючий газ - 9 мм)
Маса різака - 0.92 кг
 Склад комплекту:
Склад комплекту:· різак пропановий машинний РМ-2П з рейкою, накидними гайками і ніпелями - 1 шт;
·
· мундштук внутрішній 1П (різ 5-30мм) - 1 шт;
· мундштук внутрішній №2П (різ 30-60мм) - 1 шт;
ДЗ: опрацювати матеріал, виписати основні операції при кисневому різаннні металу
Комментарии
Отправить комментарий